
Problem: The below product in a factory is assembled in an assembly line. This process needs to be re-arranged to find a balance that minimizes the workstation cycle time.
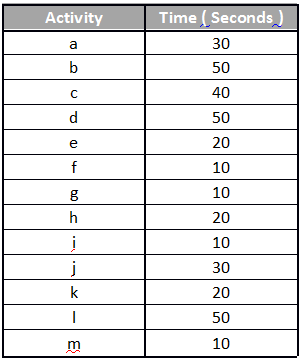
Below is an assembly line showing list of 13 activities that needs to be completed to produce a product. The actual time required to produce each of this activity are as follows.
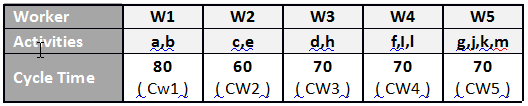
The assembly line has 5 workers (work stations) stationed on the line as follows where back tracking is not allowed.

The activities assigned to each workstation by production team are as follows.

NUMBER OF WORK STATION:
Number of Workstations (n) = 5
TOTAL PROCESSING TIME
Tp = ? Processing Time of all activities
Tp = 30 + 50 + 40 + 50 + 20 + 20 +10 +10 + 10 + 20 + 30 + 50 + 10
Tp = 350 Seconds
CYCLE TIME OF EACH WORK STATION
CYCLE TIME OF ASSEMBLY LINE
Cycle time of Assembly Line is the maximum time of individual work stations.
CL = Maximum (CW1, CW2, CW3, CW4, CW5)
CL = Maximum (80, 60, 70, 70, 70)
BALANCE DELAY
Balance delay indicates the ideal time on the assembly line.
Balance Delay (DL) = (nCL – Tp)/ nCL X 100
DL = [(5 X 80) – 350] / [5 X 80] X 100
PRODUCTION RATE
Assuming Production happens 24 Hrs in 3 shifts each of 8 hrs.
Production rate (PL) = Available Time / Cycle Time
PL = (24 X 60 X 60)/ 80
Hence with existing assembly line, 1080 units can be produced per day.
REARRANGEMENT FOR BETTER BALANCE
Total Number of Workstations ( n ) = 5
Total Processing Time ( Tp ) = 350 Seconds
Average Time per work stations = Tp/ n = 350/5 = 70 Seconds
Following rearrangement was done, so that each station could be allocated 70 seconds.
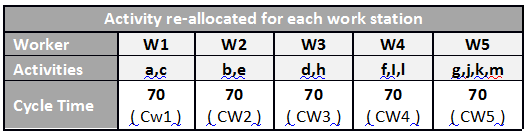
CYCLE TIME OF ASSEMBLY LINE (CL) = 70 Seconds
BALANCED DELAY (DL) = 0, Balance delay is Nil.
Production rate (PL) = Available Time / Cycle Time
PL = (24 X 60 X 60)/ 70
Hence with new assembly line, 1234 units can be produced per day.
Increase in Production = 1234 – 1080 = 151 Units.
Percentage Increase in Production = (151/ 1080) X 100 = 14%
In the above example we could clearly understand that with proper arrangement and allocation of activities and tasks to individual workstations in assembly, we could increase production by 14%. In the manufacturing industry it is always necessary to re-arrange the activities based on individual workstations so that the total processing time can be optimized and the effort – well balanced, leading to optimum level of production.